Conference Title
Managing Aging Pipeline with Non-Intrusive Non-Destructive Testing (NDT) Approach
Raja Zahirudin Raja Ismail 1 & M Nazri M Zain 2 , Mohd Noor Baharin 3 , Mohd Faridz Mod Yunoh 3 , Norhaslinda Roslin 4 , Rosman Rashid 3 , Mohd Hazim Hassan 4 , Khairul Izhar Osman 4 & Mohd Syahid Abdul Hanan 4
1 MX-COE, Petronas Upstream.
2 Technical Services, Sarawak Oil, Petronas Upstream.
3 Advanced NDT & Engineering Integrity Assessment Division, MR Technology Sdn Bhd.
4 Project & Technology Division MRA International Sdn. Bhd.
E-mail: zahir@petronas.com
ABSTRACT
As mechanical structures age, they eventually exhibit partial or total loss of their capacity to achieve the purpose for which they were constructed due to operational and environmental loads that occur over a period of time. Aging can lead to changes in mechanical properties and may impact the static and dynamic responses, structural resistance/capacity, failure mode, and location of failure initiation. Aging pipeline requires constant vigilance, smart planning and innovative solutions. Hence, this paper focus on managing aging pipelines from non-destructive testing approach as part of input in obtaining the condition of the pipeline. The testing, ideally, shall cover all damage mechanism up to stress-strain state condition of the pipeline in which it can become crucial input in assessing the integrity of the pipeline. Pipeline is particularly challenging to perform frequent inspection and monitoring due to the fact that most pipelines are not commonly assessible, such as being underground, coated, remote areas, etc, and in most situations, not desirable for operation interruption. This paper shall discuss on the case studies on assessing ageing pipeline integrity with non-intrusive NDT approach.
Keywords: Ageing; non-Intrusive; non-destructive; pipeline; structure
1.0 INTRODUCTION
Aging is a natural phenomenon via a slow process for mechanical structures due to environmental attacks and operation conditions. It is eventually exhibit partial or total loss of capacity to achieve the purpose for which
constructed through slow, progressive and irreversible process that occurs over a period of time. Aging can lead to changes in mechanical properties and may impact the static and dynamic responses, structural resistance/capacity, failure mode and location of failure initiation (Valliappan & Chee 2008). The aging effects may impact the ability of the mechanical structure such as pipeline to endure various challenge from operation, environment and natural events. Aging pipeline cause the sustainability of the level of supply in the pipe network may be adversely affected due to the reduction of flow rates caused by corrosion or scale deposition in pipes (Ratnasooriya & Wijesekara 2009). Aging pipeline requires constant vigilance, smart planning and innovative solutions.
During this time, pipeline regulation not only focuses and demand inspections or monitoring of the structural integrity at certain intervals, but the process of verification of pipeline integrity and fitness-for-purpose. Many regulations recommend or even demand the use of Intelligent In-line Inspection (ILI) tools (Barbian & Beller 2012). The first commercial smart in-line inspection (ILI) tool was built in 1964 and was equipped with magnetic flux leakage (MFL) inspection technology. During the 1970’s, the first “high-resolution” pigs were developed and capable of detecting pipeline defects more accurately and reliably. The purpose of ILI is the detection, sizing and location of flaws and defects within the pipe wall to determine of geometric dimensions, which in turn are used as input for the codes applied for integrity assessment.
However, due to the problem of ageing pipeline lifetime assessment exceed the design. The direct effect of the aging on mechanical properties can lead to increase hardness, yield strength, tensile strength and reduce the ductility and toughness of the pipelines in which cannot be resolved directly using common inspection approach. The changes of material mechanical properties could seriously challenge the design principles and methodologies, so that these aging effects need to be taken into account (Duan et al. 2008). To overcome this situation, there are needs to improve the efficiency of the methods and devices on NDT. The “passive” NDT technology such as acoustic emission and Metal Magnetic Memory become more relevant.
Acoustic Emission (AE) refers to the generation of transient elastic waves produced by a sudden redistribution of stress in a material. When a structure is subjected to an external stimulus (change in pressure, load, or temperature), localized sources trigger the release of energy, in the form of stress waves, which propagate to the surface and are recorded by sensors. With acoustic emission approach, the identified location of defect specifically associated with the redistribution of stress in material.
Whilst, Metal Magnetic Memory (MMM) technology is also applied in detecting the stress concentration on defects and evaluates the degree of hazard in relation to damage development, as well as provides the general Stress-Strain State (SSS) assessment of the ferritic base metal and welded joints of gas and oil pipelines. This advantage can provide more information in preventing the sudden fatigue damages of various equipment units operating under cyclic loads (Dubov & Kolokolnikov 2012). Hence, there is a need to have an integrated inspection technology that could enhance and increase the efficiencies in conducting the pipeline inspection work with non-intrusive method. This paper shall discuss on the case studies on assessing ageing pipeline integrity with non- intrusive NDT approach that can be utilized using Advanced Acoustic Based Inspection Approach (AABI) know as Hybrid Acoustic Technology System (HATs) and passive magnetic field measurement inspection approach know as Metal Magnetic Memory Method (MMM) technology.
2.0 ADVANCED ACOUSTIC BASED INSPECTION APPROACH (AABI)
The concept of AABI is mainly associated to acoustic emission-based technology which could covers beyond on the mechanism that has been established in current practice. One of AABI inspection knows as Hybrid Acoustic Technology System (HATs) which has been established by MRA International Sdn. Bhd. HATs is a patented integration of advanced acoustic emission, auxiliary Non-Destructive Testing (NDT) approach and advanced analysis technique for asset condition assessment as shown in Figure 1.

Figure 1: Overview of the Hybrid Acoustic Technology System (HATs)
Each element in HATs contributes important roles in assessing the condition of the inspection object specifically on metallic material. This integrated inspection programme is designed specifically in identifying numbers, location and quantification of active anomalies in pipelines. Active anomalies refer to the anomalies that are growing with current operating pressure which directly associated with the defective area that are impacting the stress-state condition of the material. HATs assessment classifies anomalies in two different categories which are surface anomaly and subsurface anomaly. Surface anomaly in HATs refers to area of concern that is located either internal or external surface of pipe (refer DF-1 and DF-2 e.g. GML, LML, corrosion, pitting, erosion). Whilst, subsurface anomaly refers to anomaly located inside base metal of pipe (refer DF-3 and DF-4 e.g. lamination, cracking, cavitation. Anomalies position on the material surface are shown in Figure 2).
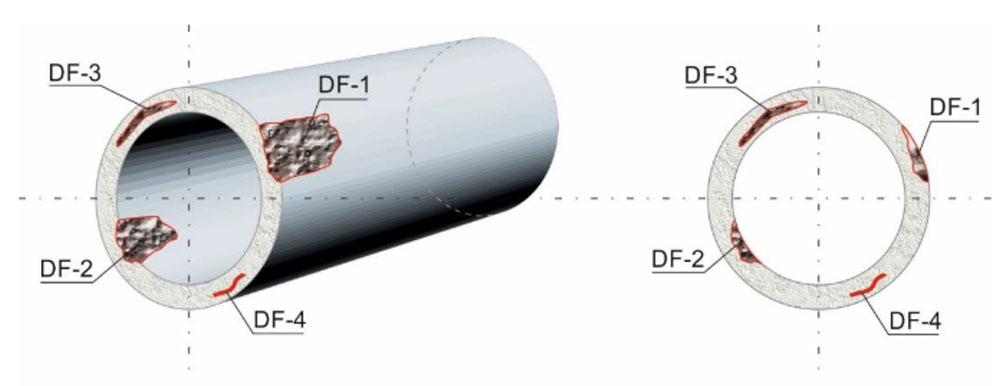
Figure 2: Anomalies position on the Material Surface
2.1 Case Study of a Riser Inspection Using HATs
HATs has been implemented in various types of inspection object such as vessel, tank, piping and pipeline. In pipeline application, HATs has been implemented as part of inspection solution in assessing offshore riser. The advantages for HATs is it can be performed without shutting down or interrupting the platform operation which can lead as part of cost effective solution for any offshore asset owner. HATs inspection for riser covers Auxiliary Inspection which is on site tests for familiarization with candidate, adjustments, verification and setting of results. Auxiliary Inspection activity includes analysis of technical documentation ie. Design, executive and operational, field measurements of general elements of the inspected riser and auxiliary testing consist visual inspection, harness testing and corrosion profiling.
Acoustic diagnostic of the inspected riser was carried out in accordance with a prescribed scheme, including location of Post of Acoustic Diagnostic (PAD), locations for installation of acoustic diagnostic transducers (ADT) and procedure for executing diagnostic operations. An acoustic diagnostics monitoring was performed for the inspected riser using one unit PAD, which included acoustic diagnostics system with 16 data registration channels, complete with software package for data analysis; 8 cable routes of 50 m length for connection with 8 ADTs for each system; and intrinsically safe 220 V electrical cable with distribution box.
Acoustic diagnostic of the inspected riser was carried out in a single run using two group of transducers. Four nos. transducers were installed for each group on the riser by magnetic holders and the location of the transducers. For first group, transducers were installed on the external surface of the riser after welding Joint (WJ) number 9 at 1.5h, 4.5h, 7.5h and 10.5h. For the second group, transducers were installed on the external surface of the riser after WJ number 14 at 12h, 9h, 6h and 3h. General schemes of transducers location on the inspected riser are shown in Figure 3. The transducers operate simultaneously and cover the entire length and surface of the diagnosed section and provides linear and azimuthal orientation of any point inside the section.
HATs identify and specify the type of metal loss such as corrosion and erosion, cracks, pitting, mechanical defects, metallurgical defects etc. reported compared to Acoustic Emission Testing (AET) that can only qualitatively gauge how much damage is contained in a structure and for quantitative results about size and depth, the other NDT methods are necessary. HATs also have no distance limitations as long as accessible for installing the probes.
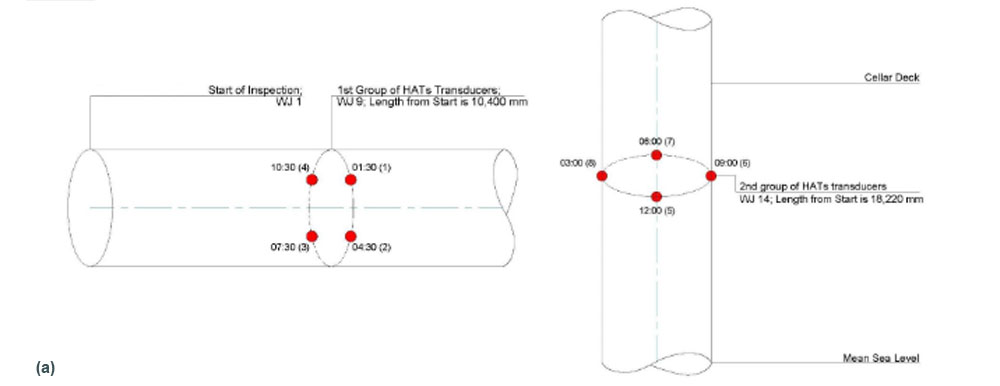
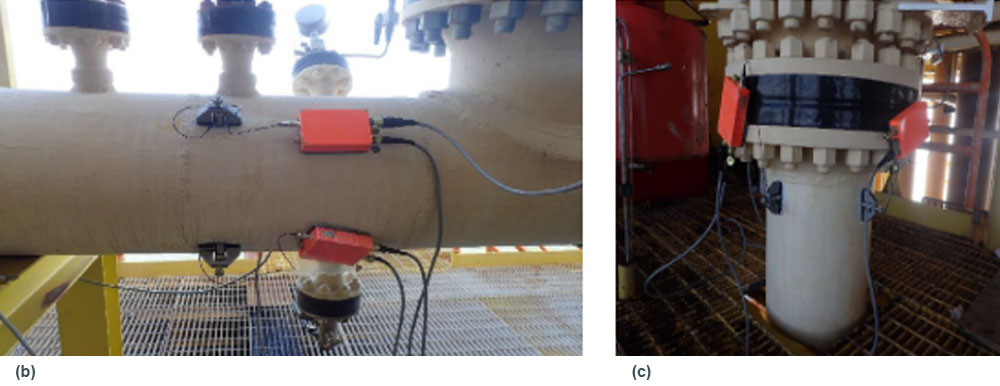
Figure 3: HATs inspection scheme for riser inspection (a) Transducer locations; (b) Riser parts
According to acoustic diagnostic results performed within HATs capabilities, there are 15 nos. of external anomalies were detected on Riser as tabulated in Table 1. All of 15 nos. of external active anomalies were detected on the inspected riser with maximum depth up to 10% of its nominal thickness. Based on the results, all active anomalies are characterized as local metal loss and external anomalies detected are equal and not exceed 10% of metal loss. It was found that 10 out of 15 external anomalies detected are located underwater. The result consequently indicates that the anomaly is within the tolerance of the system in respect to the length, width, location, orientation and depth. The biggest advantages of HATs are the technology able to determine active anomaly with a minimal accessibility. On the basis of HATs principle, this solution also able to assist asset owner in determine which active corrosion that are impacting the stress state condition of the inspection object.
Table 1: Active anomaly list
 3.0 METAL MAGNETIC MEMORY (MMM)
3.0 METAL MAGNETIC MEMORY (MMM)
MMM is an ISO 24497:2007 recognised inspection technology. MMM measures directly passive magnetic emitted by ferritic material which reflects the stress-strain state condition of the material. Based on the measurement itself, it able to determine weak areas in known as Stress Concentration Zones (SCZs) as shown in Figure 4. In MMM approach, definition of SCZ represents the main sources of damaging that exist in a structure during operation. SCZs itself indicates location from early damage mode up to macro damage mode development. Further validation using volumetric inspection approach are required to be conducted on each critical point determine by MMM itself. There are two types of MMM inspection approach known as Contacting MMM and Non-Contact Magnetometric Diagnostics (NCMD). Contacting MMM is used to determine the actual position of SCZs specifically for above ground piping and equipment, whilst NCMD is used to determine the location of anomaly for underground piping and pipeline.
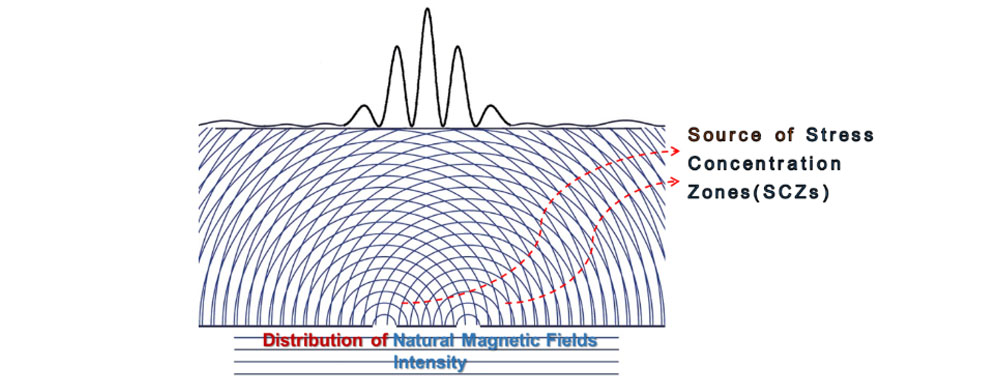
Figure 4: Stress Concentration Zones (SCZs)
NCMD inspection is a technology as a screening inspection tool for buried pipeline; especially for unpiggable pipelines. The purpose of this technology is to determine location of anomaly produced by Stress Concentration Zones (SCZs) experienced by the buried pipeline due to loads, seismic movement or any other external factors which can lead to failure. Figure 5 shows the principle of NCMD inspection. The red line represents the natural magnetic fields distribution which is transmitted by the buried pipeline whilst the blue line represents the local earth magnetic fields in parallel with the buried pipeline. The green dotted box represents the location of distortion or the location of anomaly. X1 and X2 are start and end of the anomaly respectively.
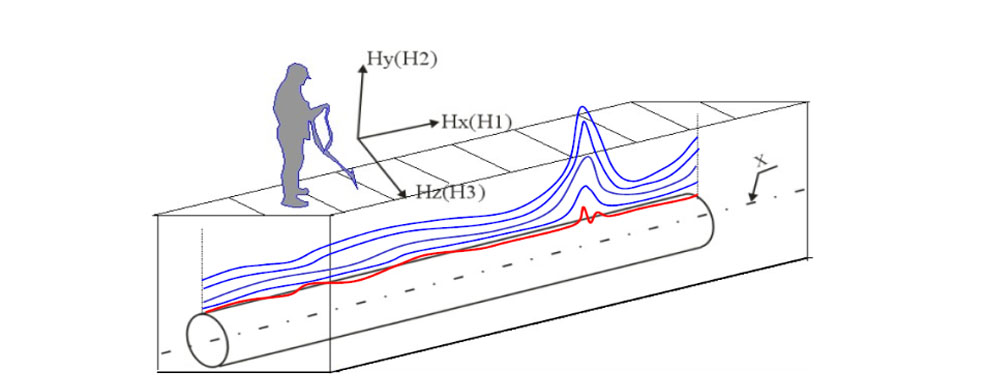
Figure 5: Principle of NCMD inspection
3.1 Case Study of Firewater Lines Using Non-Contact Magnetometric Diagnostics (NCMD)
The main objective of this inspection programme is to assess the condition of 893 m firewater line. This inspection programme determines the area which are prone to have potential failures due to existing SCZs on the pipeline. It also can classify NCMD anomaly findings based on criticality level and distinguish the anomaly findings between potential external and internal damage mechanism. The overall inspection for firewater lines is divided to seven main line.
The inspection programme was divided into two types which are main technology and auxiliary inspection technology. NCMD as the main technology is applied to determine the area of concern on the candidate. The inspection is supported by the results of auxiliary inspection i.e. Coating survey and Soil resistivity testing. Four main stages of procedure were performed in this buried pipeline inspection programme as shown in Figure 6.

Figure 6: Non-Contact Magnetometric Diagnostics (NCMD) procedures.
Based on NCMD findings of firewater lines, 27 locations of anomaly were found along the buried pipeline. Some locations are determined as anomaly based on significant correlation between the measured NCMD signals and visible external disturbances, e.g. above ground foreign metal debris, concrete reinforced steel bar, terrain change, pipe marker, metallic signage, pipe bend, etc. which were found during site measurement. A remaining anomaly occur possibly due to external disturbances. Figure 7 show the example of NCMD results. The high amplitude event which are marked in the red dotted box represents the location which experienced high stress concentration zones (SCZs).

Figure 7: Example of NCMD results
Using this approach, asset owner able to determine area of concern experienced by the pipeline without 100% excavation. The advantages for this solution, it able to locate anomaly which associated with stress-strain state of the material itself.
CONCLUSION
Ageing pipeline requires constant vigilance, smart planning and innovative solutions. With current available standards, guiding document and practice of NDT in the industry, there’s no specific awareness for the integration of this technology approach to be utilised in the oil and gas industry. Utilising the capability of HATs and MMM within current practice of NDE, it able asset owner in determine the area location of weak area that can be focused on for periodical monitoring or sectional replacement (for severe condition).
REFERENCES
S. Valliappan & Chee C. K. Aging Degradation of Mechanical Structures, Journal of Mechanics of Materials and Structures. Vol. 3, No. 10 (2010) pp. 1923-1938.
A. H. R. Ratnasooriya & N. T. S. Wijesekara. Ageing of Pipes and Sustainability of Water Supply, Engineer Vol. 42, No. 3 (2009) pp. 42-47.
A. Barbian & M. Beller. In-Line Inspection of High Pressure Transmission Pipelines: State-of-the-Art and Future Trends, 18th World Conference on Non-destructive Testing, 16-20 April 2012, Durban, South Afrika.
D. M. Duan, J. Zhou, D. Horsley, B. Rothwell & N. Pussegoda. Strain aging effect in high strength line pipe materials. 7th International Pipeline Conference, 29 Sept-3 Oct 2008, Alberta, Canada.
A. Dubov & S. Kolokolnikov. Assessment of the material state of oil and gas pipelines based on the metal magnetic memory method, Welding in The World Vol. 56, No. 3 (2012) pp. 11-19.



