Stress concentration and residual stress is the main reason to cause fatigue failure and damage.
Residual stresses are stresses
that remain in a solid material after the original cause of the stresses has been removed. It is divided into two different types of
residual stresses which is known as
desirable and
undesirable residual stresses. For welded joint, residual stresses primarily
develop due to differential weld thermal cycle (heating, peak temperature and cooling at the any moment during welding)
experienced by the weld metal and region closed to fusion boundary i.e. heat affected zone. Presence of undesirable residual
stresses in the weld joints can encourage or discourage failures due to external loading as their effect is additive in nature.
There’s a need for a systematic solution which utilised capability of technology in
measuring residual stresses and
treatment
of residual stresses.
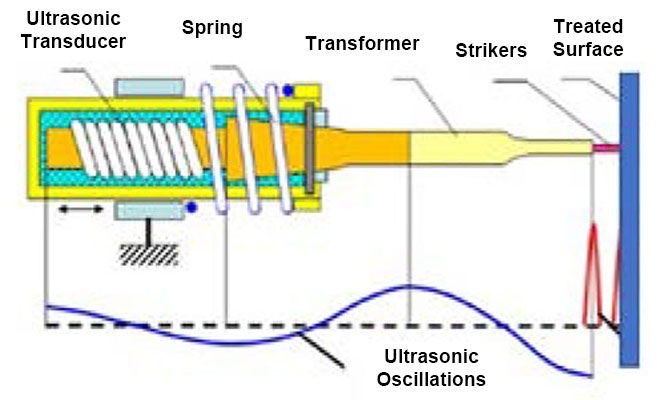
Ultrasonic Impact Treatment Solutions (UITS) technique is a combination of two methods in the field of non-destructive testing before
treatment utilizing Contacting Metal Magnetic Memory (MMM) and after treatment utilizing Ultrasonic Impact Treatment Solutions (UITS),
which is effective for the diagnosis of the residual stresses experience by the ferritic material and a treatment method in reducing
the residual stress level.
 Stage 1
Stage 1 Stage 2
Stage 2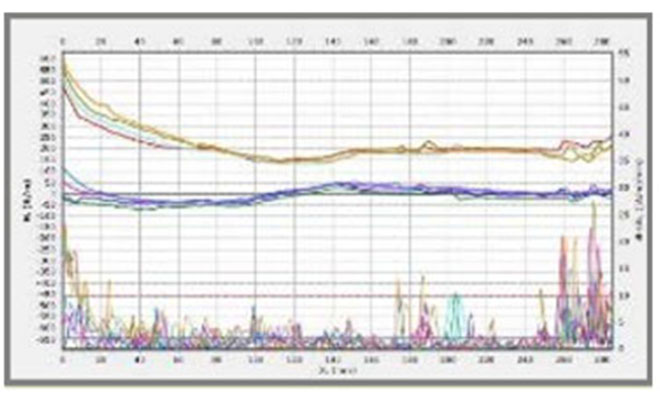 Stage 3
Stage 3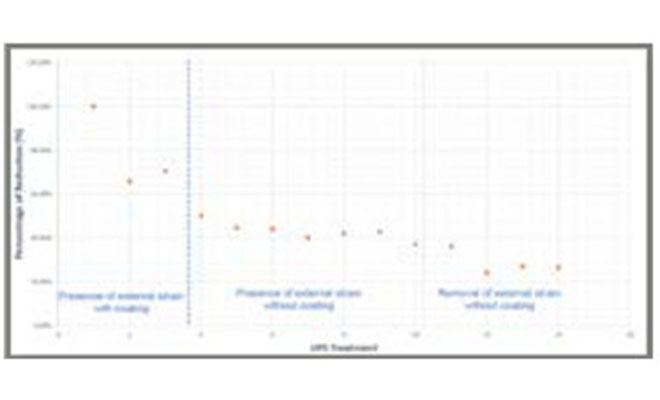 Stage 4
Stage 4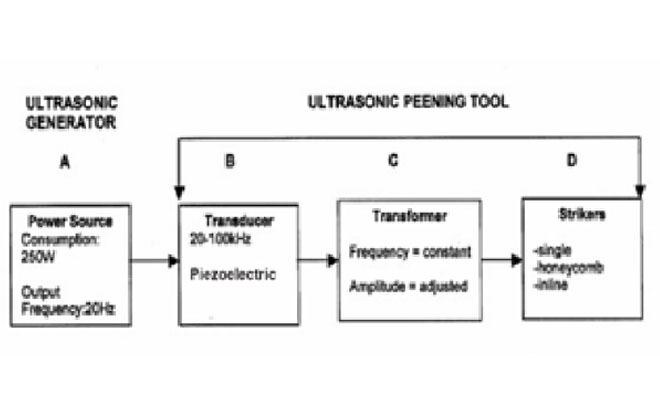
 Extend material life exposed to fatigue failures, deferring RM millions of CAPEX for asset replacement.
Extend material life exposed to fatigue failures, deferring RM millions of CAPEX for asset replacement. Reduce unplanned operational downtime as problem areas detected and treated online
Reduce unplanned operational downtime as problem areas detected and treated online Preventing crack formation and growth at stress proned areas.
Preventing crack formation and growth at stress proned areas. Require minimal energy requirement, small and versatile for application in remote and tight areas.
Require minimal energy requirement, small and versatile for application in remote and tight areas. Original surface of spring steel "as received“ condition. Magnication 8x.
Original surface of spring steel "as received“ condition. Magnication 8x. Surface of spring steel after treatment with the UITS technique with “Treatment A“ conditions. Magnication 8x.
Surface of spring steel after treatment with the UITS technique with “Treatment A“ conditions. Magnication 8x. Surface of spring steel after treatment with the UITS technique with “Treatment B“ conditions. Magnication 8x.
Surface of spring steel after treatment with the UITS technique with “Treatment B“ conditions. Magnication 8x.
